
冷鍍鋅漆是以涂裝的方式把鋅粉鍍覆在金屬基材表面的一種材料保護技術,對鋼鐵基材具有陰極保護和屏障保護雙重保護作用。同時具有長效性、環保性、快干性、抗滑移、耐焊接、耐高溫、耐低溫等優良特性。下面本洲的小編給大家簡單介紹一下冷鍍鋅漆的施工工藝及應用。
一. 前處理
1.表面噴砂或拋丸達到Sa2.5級。
2.對預處理達不到要求的地方,用電動砂輪打磨至ST3級。
二. 檢驗
涂層外觀按GB50205-2001標準14.2.3條構件表面不應誤涂、漏涂,涂層不應脫皮和返銹。涂層均勻,清潔無污染,無明顯皺皮、流掛、針孔和氣泡等弊病。
三. 涂裝
環境條件:0℃~50℃,涂裝時相對濕度小于85%,空氣中不得有灰塵。
準備:
將桶內物料充分勾底攪拌均勻,避免取用時上下不均。
使用配套稀釋劑稀釋比例如下:
施工方式 | 手工刷涂、輥涂 | 空氣噴涂 | 無氣噴涂 |
稀釋劑用量(重量比%) | 5-10% | 10-50% | 50% |
噴出壓力Mpa | - | 0.3-0.4 | 8.0-10.0 |
噴嘴孔徑mm | - | 1.5-2.5 | 0.48-0.63 |
預涂:
用刷子對焊縫、轉角、切邊、螺孔、板邊緣以及難涂部位涂刷一遍,進行預涂。
無氣噴涂:
采用無氣噴涂施工可以得到較高的施工效率和漆膜厚度,一次性噴涂不超過150微米,一次噴涂成膜避免二道噴涂,防止漆膜過厚引起開裂。
有氣噴涂:
有氣噴涂漆膜建議一道40-60微米,第一道漆膜表干后噴涂二道。
刷涂:
采用不掉毛優質漆刷,采用十字交叉法均勻刷涂,保證涂料良好滲透,注意防止流掛及不均勻。
涂裝間隔:
自身復涂1小時,其它涂料2-8小時。
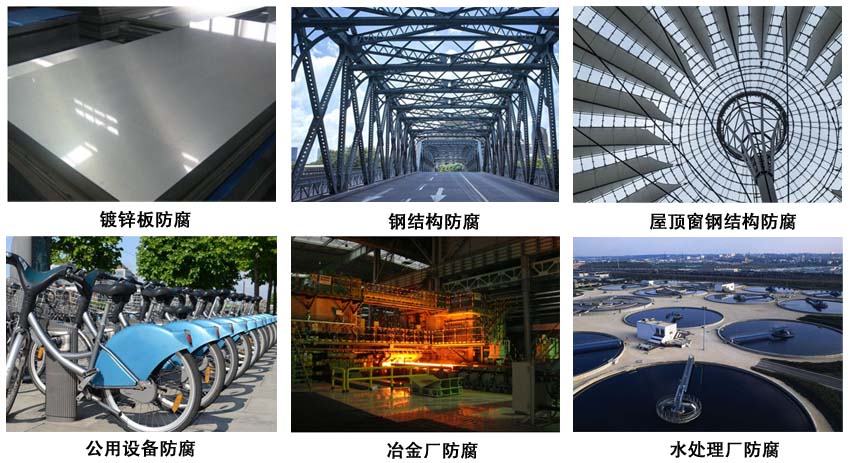
冷鍍鋅漆的應用:
主要是保護和修補加工后的鍍鋅板、鋼結構、鋼屋頂、門窗,受海水嚴重腐蝕的船舶設備,公用設備,冶金廠、水處理廠、造紙廠中的各種設施。
關于冷鍍鋅漆,本洲小編暫時介紹到這里,希望能夠對您有所幫助,如果您還需了解更多產品信詳情,請在網上進行實時咨詢,或撥打24小時咨詢熱線。
常州本洲涂料有限公司
24小時咨詢熱線:13182801100(戴經理)0519-85555072

